







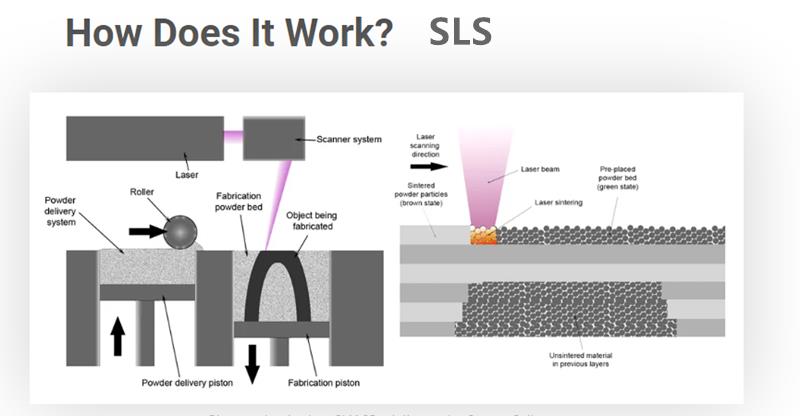
ການພິມ SLS ໃຊ້ເທກໂນໂລຍີ sintering laser CO₂ ຄັດເລືອກທີ່ sinters ຜົງພາດສະຕິກ (ເຊລາມິກຫຼືຝຸ່ນໂລຫະທີ່ມີສານຜູກມັດ) ເຂົ້າໄປໃນຊັ້ນຕັດສ່ວນແຂງໂດຍຊັ້ນຈົນກ່ວາພາກສ່ວນສາມມິຕິທີ່ຖືກສ້າງຂຶ້ນ. ກ່ອນທີ່ຈະເຮັດຊິ້ນສ່ວນ, ຈໍາເປັນຕ້ອງຕື່ມໃສ່ຫ້ອງການກໍ່ສ້າງດ້ວຍໄນໂຕຣເຈນແລະເພີ່ມອຸນຫະພູມຫ້ອງ. ເມື່ອອຸນຫະພູມພ້ອມແລ້ວ, ເລເຊີ CO₂ ຄວບຄຸມດ້ວຍຄອມພີວເຕີ້ໄດ້ເລືອກເຟັ້ນວັດສະດຸທີ່ເຮັດດ້ວຍຜົງໂດຍການຕິດຕາມສ່ວນຂ້າມຂອງສ່ວນເທິງພື້ນຜິວຂອງແຜ່ນແປ້ງ ແລະ ຈາກນັ້ນໃຊ້ວັດສະດຸເຄືອບໃໝ່ສຳລັບຊັ້ນໃໝ່. ເວທີການເຮັດວຽກຂອງຕຽງຝຸ່ນຈະໄປຫນຶ່ງຊັ້ນລົງແລະຫຼັງຈາກນັ້ນ roller ຈະ pave ເປັນຊັ້ນໃຫມ່ຂອງຝຸ່ນແລະ laser ຈະຄັດເລືອກເອົາ sinter ຂ້າມຂອງພາກສ່ວນ. ເຮັດຊ້ໍາຂະບວນການຈົນກ່ວາພາກສ່ວນສໍາເລັດ.
CARMANHAAS ສາມາດສະເຫນີໃຫ້ລູກຄ້າມີລະບົບການສະແກນ optical ແບບໄດນາມິກທີ່ມີຄວາມໄວສູງ •ຄວາມແມ່ນຍໍາສູງ •ຟັງຊັນຄຸນນະພາບສູງ.
ລະບົບການສະແກນແສງແບບໄດນາມິກ: ໝາຍເຖິງລະບົບ optical focus ດ້ານໜ້າ, ບັນລຸການຊູມດ້ວຍການເຄື່ອນໄຫວເລນດຽວ, ເຊິ່ງປະກອບດ້ວຍເລນຂະໜາດນ້ອຍເຄື່ອນທີ່ ແລະ ເລນໂຟກັສສອງອັນ. ເລນຂະໜາດນ້ອຍດ້ານໜ້າຂະຫຍາຍລຳແສງ ແລະ ເລນໂຟກັສດ້ານຫຼັງຈະເນັ້ນເບມ. ການນໍາໃຊ້ລະບົບ optical ຈຸດສຸມທາງຫນ້າ, ເນື່ອງຈາກວ່າຄວາມຍາວໂຟກັສສາມາດຍືດອອກໄດ້, ດັ່ງນັ້ນການເພີ່ມພື້ນທີ່ສະແກນ, ປະຈຸບັນແມ່ນການແກ້ໄຂທີ່ດີທີ່ສຸດສໍາລັບການສະແກນຄວາມໄວສູງຮູບແບບຂະຫນາດໃຫຍ່. ໂດຍທົ່ວໄປແລ້ວຖືກນໍາໃຊ້ໃນເຄື່ອງຈັກທີ່ມີຮູບແບບຂະຫນາດໃຫຍ່ຫຼືການປ່ຽນແປງການເຮັດວຽກໄລຍະຫ່າງ, ເຊັ່ນ: ການຕັດຮູບແບບຂະຫນາດໃຫຍ່, ເຄື່ອງຫມາຍ, ການເຊື່ອມໂລຫະ, ການພິມ 3D, ແລະອື່ນໆ.
(1) drift ອຸນຫະພູມຕ່ໍາທີ່ສຸດ (ໃນໄລຍະ 8 ຊົ່ວໂມງ offset drift ໄລຍະຍາວ ≤ 30 μrad);
(2) ການເຮັດເລື້ມຄືນສູງຫຼາຍ (≤ 3 μrad);
(3) ຫນາແຫນ້ນແລະເຊື່ອຖືໄດ້;
ຫົວສະແກນ 3D ທີ່ສະໜອງໃຫ້ໂດຍ CARMANHAAS ສະເໜີວິທີແກ້ໄຂທີ່ເໝາະສົມສຳລັບການນຳໃຊ້ເລເຊີອຸດສາຫະກຳຊັ້ນສູງ. ຄໍາຮ້ອງສະຫມັກທົ່ວໄປປະກອບມີການຕັດ, ການເຊື່ອມໂລຫະທີ່ຊັດເຈນ, ການຜະລິດເພີ່ມເຕີມ (ການພິມ 3D), ເຄື່ອງຫມາຍຂະຫນາດໃຫຍ່, ການເຮັດຄວາມສະອາດເລເຊີແລະການແກະສະຫຼັກເລິກແລະອື່ນໆ.
CARMANHAAS ມຸ່ງຫມັ້ນທີ່ຈະສະເຫນີລາຄາທີ່ດີທີ່ສຸດຜະລິດຕະພັນ / ອັດຕາສ່ວນປະສິດທິພາບແລະເຮັດວຽກອອກການຕັ້ງຄ່າທີ່ດີທີ່ສຸດຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ.
DFS30-10.6-WA, ຄວາມຍາວຄື້ນ: 10.6um
| ສະແກນເອກະສານ (ມມ x ມມ) | 500x500 | 700x700 | 1000x1000 |
| ຂະໜາດຈຸດສະເລ່ຍ 1/e² (µm) | 460 | 710 | 1100 |
| ໄລຍະຫ່າງເຮັດວຽກ (ມມ) | 661 | 916 | 1400 |
| ຮູຮັບແສງ (ມມ) | 12 | 12 | 12 |
ໝາຍເຫດ:
(1) ໄລຍະການເຮັດວຽກ: ໄລຍະຫ່າງຈາກປາຍຕ່ໍາຂອງ beam ອອກຂ້າງຂອງຫົວສະແກນກັບຫນ້າດິນຂອງ workpiece ໄດ້.
(2) M² = 1
ເລນປ້ອງກັນ
| ເສັ້ນຜ່າສູນກາງ(ມມ) | ຄວາມຫນາ(ມມ) | ການເຄືອບ |
| 80 | 3 | AR/AR@10.6um |
| 90 | 3 | AR/AR@10.6um |
| 110 | 3 | AR/AR@10.6um |
| 90*60 | 3 | AR/AR@10.6um |
| 90*70 | 3 | AR/AR@10.6um |
